| Process Stage | Temperature | Duration | Cooling Method |
|---|---|---|---|
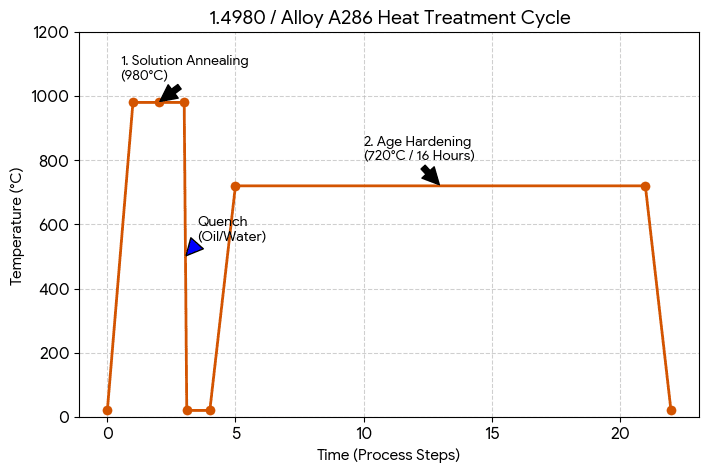
| Solution Annealing | 980°C ± 10°C | 1 – 2 Hours | Oil, Water, or Rapid Air |
| Precipitation Hardening (Aging) | 720°C ± 10°C | 16 Hours | Air Cooling |
*Note: For ASTM A453 Grade 660 Class A/B, the aging process is critical to achieving the required 900+ MPa tensile strength.


